こんにちは。
本日は出荷前点検で見つかった不良について記事にしていきたいと思います。
出荷前点検についてはこちら☆注文から発送までの流れ
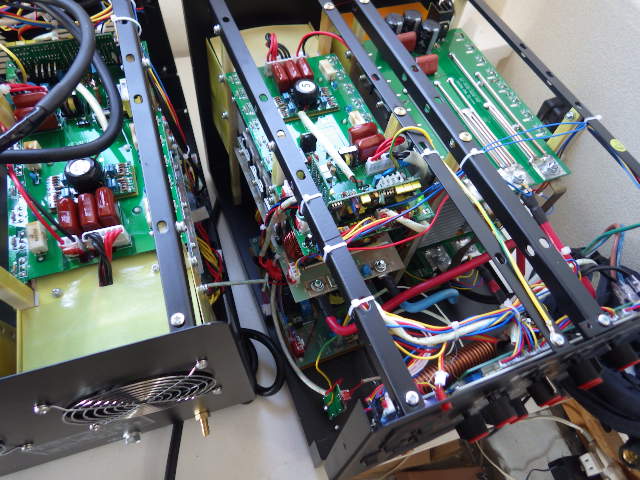
WT-TIG200は機能も複雑な為、基盤も多く出荷前の点検は欠かせません。今回は電磁弁の不良が見つかりましたので、紹介(?)させて頂きます。
今までの故障及び対応はこちらWT-TIGシリーズの故障個所(ページの下の方です)
それではご覧ください。
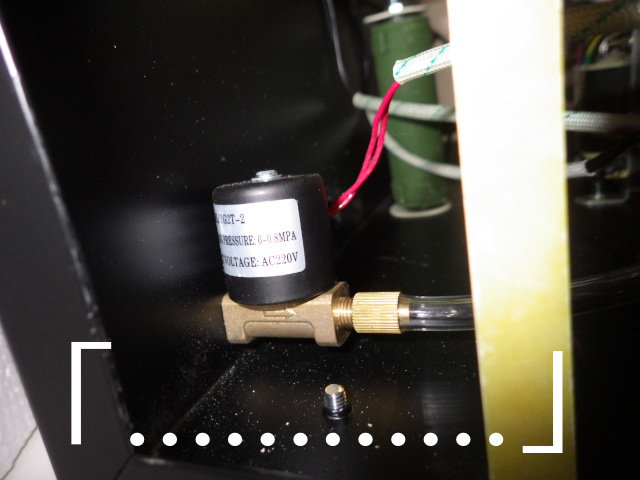
↓これが電磁弁です。稀にチェック段階でこれが動かない事があります。
今まで殆ど無かったんですけど、今回のロットでは2回目です。こういう事があるから、チェックして保障付けて販売する必要があると思います。
修理対応できないと、せっかくお金を出して買った機械も壊れたらゴミになっちゃいますからね。

とりあえず電磁弁自体が壊れているのかチェックする為、試しに他のWT-TIG200の電磁弁を繋いでみます。
これで動いたら電磁弁自体が不良って事になるので、交換して終わりなんで楽なんですけど、さてどうなるか。
スイッチオン!「ジィーーーーーーー」
スイッチオフ!
…
……
うんともすんともいいません。初めからそんな気はしましたが、案の定動きませんでした。
つまり、原因は電磁弁以外の基盤にあるという事になります。
試しに下の基盤を交換してみるも結果は変わらず、経験豊富な社長に助けを求めた結果、今回はこの基盤が怪しいという目途がつきました。
そしてこの基盤を交換し
再度スイッチオン!「ジィーーーーーーー」
スイッチオフ!
…
……

アフターフローで設定した時間の後に見事電磁弁が作動し、お客様の手元に届く前に初期不良を発見できました。
今回の電磁弁に関しては一例ですが、ご注文頂いた機械に関しては、このように検品及び動作確認をしっかり行ってから発送させて頂いております。
保障中はもちろん、保障が切れた後に関しても、責任を持って修理対応させて頂きます。
ご不明な点がありましたら、お気軽にお問い合わせ下さい。