
TIG溶接が初めての方へ
こんにちは。溶接の世界へようこそ。
このページでは「TIG溶接」についてできるだけ分かりやすく、難しい単語は出来る限り控えめにお伝えできればと思っています。

機械の修理などで個人的に溶接したいけど難しそう、溶接機は高価だから中々手が出ない、工程の一つで今まで外注に出していたけど、コスト的に勿体ないetc…
これらのお悩みをお持ちの方は是非溶接にチャレンジされてみてはどうかと思います。
こういった溶接をお勧めする記事を書く度に言っている気がしますが
溶接ってそんなに難しくないですよ。
それではご覧ください。
TIG溶接機の特徴
まず、このHPで販売しているTIG溶接機の特徴を簡単に説明させて頂くと
メリット
・音が極めて静か
・スパッタ(火花のような物)が出ない
・溶接部分の仕上がりは半自動やアーク溶接、ガス溶接と比較して最も美しい
デメリット
・アルゴンガスという溶融部(プール)を大気から保護するガスが必須
アルゴンガスボンベについてはこちら☆TIG溶接に必要なアルゴンガスボンベの選定
・半自動溶接と比べると、若干難易度が高い
・同様に溶接速度が遅い
詳しい比較はこちら
溶接機の使い分け
向いている溶接対象物としてはバイクや車の部品やパイプ類の接合、船の部品の接合、小物の製作で
材質としてはステンレス、アルミに最適で、見た目が重要な所はTIG溶接一択と言ってもいいです。
TIG溶接を始めるにあたって
次に、初心者がTIG溶接を始めるにあたって必要な物ですが
・アルゴンガスボンベ
お近くの○○酸素や○○ガスといった所でレンタルしたり、ボンベごと買い取ったりする方法があります。
お勧めの容量は1.5㎥~3㎥で、何とか一人で持つことができ、たまに溶接する程度なら容量も十分です。
・電源
アルミの溶接を考えている場合、WT-TIG200の交流で溶接する必要がありますので、単相200V電源が必要です。(三相200VでもOKです)
最近の家ではエアコンのコンセント等で単相200が入っている家庭も珍しくありません。ブレーカーは20Aで最大出力までご利用頂けます。
ステンレスや鉄の溶接の場合は、WT-TIG160が家庭用100Vでご利用頂けます。
但し、ブレーカーが20Aまでの場合は、本機の最大出力の2/3程度までとなります。
・皮手袋等の保護具
詳しくはこちら
☆TIG溶接機を導入する際、必要な物と費用について
TIG溶接機の選び方
次はTIG溶接機の選定についてです。
当社では初心者の方からも多数のお電話を頂きますが、一番最初にお尋ねする事は材質は何で厚みは何ミリぐらいの物を溶接したいのかです。
厚みに関しては、開先加工をするかどうか等によっても大きく変化するのですが、開先を取らない場合、概ね3-4mm程度でしたらWT-TIG160、4-5mm程度でしたらWT-TIG200をお勧めしています。
それ以上の厚みでも、強度的にそこまで重要ではない場合や、開先を取り2-3パスとする場合は問題なく溶接できます。
意外と厚みは大して変わらないですね。
それでは、初心者は何を基準に選択すれば良いのかというと
アルミを溶接する予定があるかどうか
です。
アルミの溶接が無いのであれば、WT-TIG160で十分です。軽量で100Vで使えるので、持ち運びにも最適です。
逆にアルミを溶接する予定がありそうであれば、直流/交流を切り替えできるWT-TIG200でしか溶接できません。

専門家とまでは言いませんが、溶接機を専門で扱っている会社として、分かることはできる限りアドバイスさせて頂きます。
TIG溶接の方法
そして、最も重要なTIG溶接のやり方ですが
これは動画の方が分かりやすいと思いますので、撮影した動画をご覧ください。
動画でも説明していますが、溶接のコツについてですが。
そもそも「溶接」が出来ているとはどのような状態なのでしょうか。
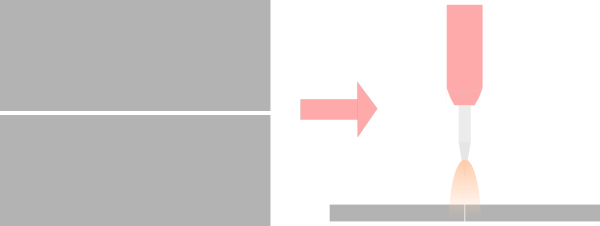
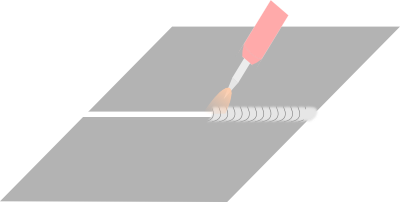
このように2枚の板を溶接するとします。右の図は板を真横から見たものです。
板にアースクリップを接続して、トーチスイッチを押すと先端のタングステン電極からアークが発生し、その熱で母材を溶かします。
赤丸で囲った部分が溶けて液体状になっている個所です。
その溶けた液体どうしが、水滴が合体するように合わさった所(右図)「プール」といいます。
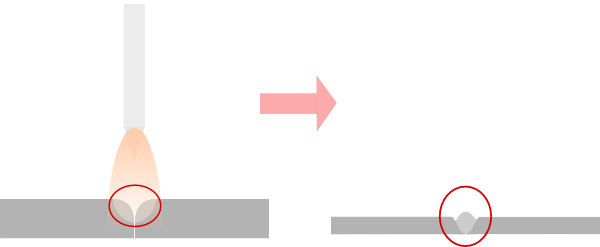
このプールを引き連れるようにトーチを動かすことで、新しいプールができて凝固してを繰り返して、2枚の板は溶接される訳ですね。
溶接で重要なのはくっつけたい母材どうしが溶けてプールができたのを確認してから、そのプールの大きさを一定に保つようトーチを動かす事です。つまり最初にプールを作る必要があるという事ですね。
そこで、このプールの作り方ですが、ステンレスなどの鉄系の金属は、材質的に溶けた状態でかなりサラサラしている液状になります。
ですので、くっつけたい板どうしの隙間が板の厚みにもよりますが、板厚3mmであれば0.5mm以下、板厚1mm以下では隙間から光が差し込まない程度にピッチリとくっついていれば、サクっとプールが出来上がります。
TIG溶接が初めての方はステンレスで練習するのが最適だと思います。
若干難易度が高いアルミのTIG溶接
そして、ちょっとだけ難易度が高いのがアルミの溶接です。
まず「アルミ」という素材について考えてみましょう。
ステンレス等の鉄系と比べて熱伝導率が高い為、熱がどんどん周りへと逃げていき、溶接前半は若干プールが形成されにくいです。
ですが、融点自体は鉄系と比べて低いので、溶接後半は母材が熱を持つため、サーっと素早く溶けていきます。
つまり、前半はゆっくりで後半は素早くトーチを動かす必要があるという事ですね。
特に熱がこもりやすい小物の場合この傾向が顕著になりますので、母材の形状や大きさによって、同じ板厚でも溶接電流を微調整する必要があります。
これらを念頭に置いておくと、ちょっとは溶接しやすいかもしれません。
次に、溶接開始部分についてです。
先にお伝えしたように、2枚の板を溶接するとして、板同士が溶けて一体化したプールを作る必要があるのですが、鉄系の金属と違ってアルミの場合、溶けてもドロっとした粘り気を持っている感じで、2枚の板が互いに丸くなる一方でなかなか一体化してくれないのです。
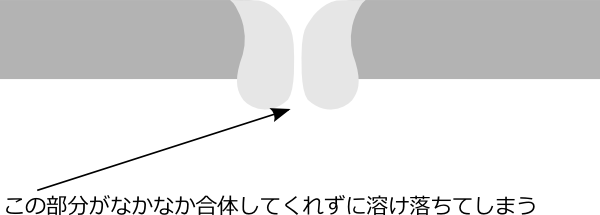
この一体化したプールを作らない限り、溶接は出来ません。
そこで溶接棒(もちろんアルミの)を添加して、互いに溶けたプールを一体化させる訳ですね。
こちらも接写で撮影しましたので、動画でご覧ください。
※ピントが合うまで時間がかかっています。
当社のTIG溶接機をお勧めしたい理由
自社のTIG溶接機は特に中小企業や個人の方から多くのご注文を承っております。
これらの経験から、特に自社のTIG溶接機をお勧めできるお客様をピックアップしていますので、ご検討中の方は是非ご覧ください。
TIG溶接未経験者にこそ最適
冒頭でも述べましたが、TIG溶接は基本的なやり方さえ分かってしまえば何てことはありません。
ですが、これからTIG溶接を始めようとしている人にとって、その「基本的なやり方」がなんとも分からないんだと思います。
何か溶接が上手くいかないものの、機械の設定が悪いのか、機械が故障しているのか、はたまた自分の腕が悪いのか。
こうなってしまったらどうしようと考えると、なかなか溶接機を買う気にはなれませんよね。
ですので、弊社の溶接機には1年間の保証がついており、本体を購入頂いたお客様には、溶接条件などの具体的アドバイスも行っています。
弊社のTIG溶接機をご購入いただいたお客様には、電話やメールでも溶接に対するアドバイスをしています。












店長あいさつ

当サイトにお越し頂き、ありがとうございます!機械工具商社で8年ほど、エアーツールや油圧機器、溶接機器等を取り扱い、今に至ります。ガス溶接やアーク溶接、TIG溶接の資格も取得しております。”安かろう悪かろう”ではなく、しっかりと”使える”製品をお求めやすい価格にて提供致します。誠心誠意対応しますので宜しくお願い致します。
Weld Tool(ウェルドツール)
最新情報
会社概要
新着情報
- 2016年04月 07日
☆鍛造アルミホイールをぶった切りからの~クラック修正溶接リベンジ! - 2016年03月 31日
☆MR-Sのサイドブレーキカムを製作!その効果は。。ステンレスと鉄のTIG溶接 - 2016年03月 25日
☆お客様事業所を訪問しました。TIG溶接でアルミホイールのクラック補修 - 2016年03月 10日
☆お客様事業所を訪問しました。有限会社山伸アルミ様 - 2016年02月 09日
☆車、バイク好き必見!チタンマフラーのクラックを溶接修理 - 2016年01月 26日
☆福岡市内の車屋さんにお邪魔しました。 - 2016年01月 08日
☆ドリルチャックの紛失防止処置 - 2015年12月 17日
☆TIG溶接がうまくいかない場合の原因と対処法をまとめてみました。 - 2015年12月 10日
☆タングステン突き出し長さの溶接への影響 - 2015年12月 05日
☆TIG溶接の溶接棒の入れ方 - 2015年12月 04日
☆車のリヤデュフューザーを製作 完成編 - 2015年12月 03日
☆車のリアデフューザーを製作 塗装編 - 2015年12月 02日
☆車のリアデュフューザーを製作 TIG溶接編 - 2015年11月 30日
☆車のリアデュフューザーを製作 CNC化したフライスで切り出し編 - 2015年11月 27日
☆車のリアデュフューザーを製作 製図編 - 2015年11月 19日
☆車のリアデュフューザーを製作 段ボールで型起こし編 - 2015年10月 01日
☆アルゴン溶接機WT-TIG200 延長コードあります。 - 2015年09月 10日
☆車のアライメント調整は大事です。 - 2015年09月 09日
☆鉄板の穴埋め! 空いた穴に丸棒を入れて溶接~研磨 - 2015年09月 08日
☆小ネタ ノギスの使い方(測り方)